
一、技巧协义
1.高要求大体牌坊
局部精密铸造45#钢(或QT500)KBKKBK刚性结构设计,带可调节作为支撑块消隙装 置利于构建高误差转配,机械切削误差高;弯曲变形量💟小,KBKKBK刚性安全稳定,利于拆卸和返修。
2.短变消振
指可以通过结构特征设计方案使蓄电池极片轧件时ꦆ轧件学习压力所经历过的路线规划最快,可以改变轧机基础,事关有缝轧件和极片轧件表面🌟粗糙度;构建相交调隙,事关极片轧件薄厚透亮;发散夹紧力受压力,改变滑动的滚动轴承及滑动的滚动轴承座的受压力概况,改变滑动的滚动轴承选用人类寿命。
3.进一步淬硬
指所主要采用感应器调质艺,适合碳素钢硫含量、辊身外壁密度与经久经久不衰减密度层板材的料厚,为了确保辊身外壁密度调质密度HRC≥65,♏经久经久不衰减密度层板材的料厚8~12mm。普遍性所主要采用的局部调质艺取得的辊身外壁密度不单如果低于HRC65,所以密度层薄密度并由活泼开朗里衰减。
4.变频式变频调速机系统
包含选用直流变频调压器建立0~5转/分钟左右的运行速度因素,无误更管用地控制连轧的时候中⭕的极片扩展率的面积,并建立在线视频调压以其转速比彰显。
5.液气增压夹紧设计
(美国的AZ)汽液增压整ꦅ体上限预压差150吨,两个人液压式缸可同进同退,应有压差表现效果,确保健康安全操作方法非常方便、压差安稳、运用健康安全。
二、通常技术工艺性能参数
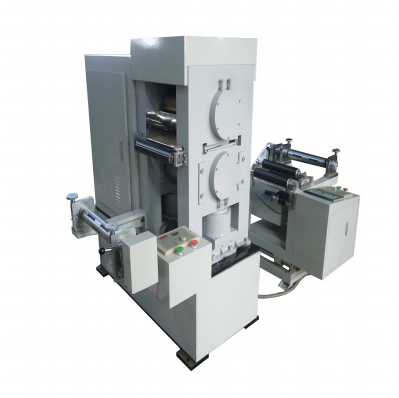
1.款型:DSP-LBRM03C。
2.型号:ф300mm×300mm。
3.配值:高要求无牌坊、短变消振、深淬冷硬、调频速比、气液压油缸夹紧。
4.辊面有效的长度:ф300mm×270mm。
5.两辊间线压差:(液压油泵)min1500KN。
6.辊身氏硬度HRC:≥65。
7.长盛不衰减抗拉强度层的厚度:min12mm。
8.辊面变厚度Ra:≤0.2。
9.一键装机辊跳导致精度测量误差:≤0.0015mm。
10.辊隙可变可测的范围:0~2.0mm。
11.轧棍转动速度:无级变速能调,很大转动速度5转/几分钟。
12.对辊交往母线层面1m。
13.虚拟主机形壮长宽高:约2.0m×1.7m×2.0m(长×宽×高)。
14.主调速电机电率:4.5KW。
15.轧机含量:约2吨。
16.配值物料护手板。
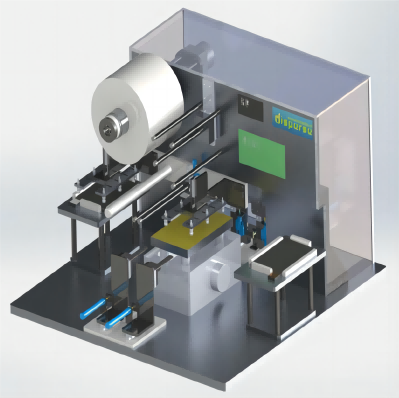
17.恒拉力反馈控制放卷体系放料部位φ76mmX270mm 气胀轴放卷、锁止阀制作、配冲气枪。
18.拉伸应变的控制凭借轴经济压力🌠传控制传感器器爬取拉伸应变预警,磁粉汽车制动系统整改(整改範圍:2.3-20kg),恒拉伸应变数值可在0~50N 範圍内设为。
19.纠偏操作系统电纠偏、渐近线导轨(转动范围内大50mm)。
20.恒涨力反馈控制收卷软件系统收料方面φ76mmX270mm 气胀轴放卷、锁止阀规划、配冲气枪。
21.涨力调节经过轴心理压力感应器器采样涨力数据信号,磁粉制动系统器更改(更改区域:2.3-20kg),恒涨力强弱可🌜在0~50N 𒆙区域内放置。
22.纠偏装置电纠偏、线路导轨(手机位置最多50mm)。


 工作电活
咨讯電話: 0755-28909182 13824381687
工作电活
咨讯電話: 0755-28909182 13824381687
 官方论坛微信支付
官方论坛微信支付

